

Сварка полипропиленовых труб своими руками: инструменты и инструкция
После появления на строительном рынке полипропиленовых труб они сразу приобрели популярность, в первую очередь – при строительстве канализаций и водопровода. Затем их начали использовать для отопления. Широкий спрос обусловлен длительным сроком эксплуатации, легким весом, простотой монтажа. Трубы бывают из чистого полипропилена или армированные внутри металлической фольгой. Чтобы их паять, необходим аппарат для сварки полипропиленовых труб, часто называемый паяльником. Может использоваться и другое оборудование, например, электрофитинг или просто клей. Содержание
Обзор лучших паяльниковЛюбой паяльник имеет рабочую поверхность, нагреваемую от электричества. Такое оборудование в быту получило название утюг для сварки полипропиленовых труб, что подтверждается его устройством. Паяльник оборудован одним или несколькими ТЭНами, которые нагревают насадки разных размеров. Благодаря возможности подобрать по диаметру заготовок соответствующие насадки, все работы можно выполнять одним аппаратом. Давайте рассмотрим, какой утюг лучше выбрать для работы. Рассматривая рейтинг лучшего оборудования, в первую очередь можно выбрать модель Gerat Weld 75-110 69110. Такой паяльник подойдет для человека, занимающегося ежедневной пайкой труб. Инструмент удобен в работе и транспортировке, отличается длительным сроком эксплуатации. Несмотря на хорошие показатели, модель обладает приемлемой стоимостью. Утюг для сварки труб Gerat Weld 75-110 69110 Если возникает вопрос, какой выбрать утюг для редкого домашнего пользования, то здесь однозначно подойдет модель PRORAB 6405-К. Он отличается меньшей стоимостью и достаточно надежен. При правильной работе аппарата хватит, как говорится, на всю жизнь. Аппарат для сварки труб PRORAB 6405-К Мастерам, привыкшим использовать только лучшее оборудование, оптимально выбрать модель REMS МСГ-63FM. Паяльник удобен в работе, так как прогревается за короткое время, а сделанный им сварочный шов считается самым прочным и аккуратным. Стоимость такой модели, конечно, велика.  Сварочный аппарат для полипропиленовых труб REMS MSG 63 FM Последними в рейтинге стоят одноразовые модели. Какой из агрегатов лучше выбрать – неважно. Низкая стоимость изделия позволяет его использовать для одного ремонта отопления или водопровода в доме, а затем просто выбросить. Инструмент для резки трубВо время работы с трубами требуется не только оборудование для сварки, но и режущий инструмент. Полипропиленовые трубы лучше резать специальными ножницами. Существует 3 вида ножниц, которые можно выбрать для резки труб толщиной до 42 мм:
Водопроводные и канализационные трубы большого диаметра режут специальным труборезом. Срез получается ровным и готовым к пайке. Гильотина справится с трубой диаметром до 350 мм. В домашних условиях вопрос, чем резать полипропиленовые трубы, у многих хозяев не возникает. Их режут болгаркой, ножовкой по металлу и даже электролобзиком. Можно делать и так при отсутствии ножниц, но получившийся срез будет с большими заусеницами. Перед сваркой их придется тщательно зачищать, на что уходит дополнительное время. Существующие способы сварки трубКак уже выяснили, чтобы сваривать трубы, необходимо специальное оборудование. Но, кроме того, что их можно варить при определенной температуре нагрева, существует еще холодный способ соединения. Сейчас подошло время выяснить все существующие способы сварки. Диффузный способСамый надежный сварочный шов получается при диффузной пайке. Метод применим для соединения только однородных материалов. Используемое оборудование – тот же паяльник с насадками. Когда нагрев инструмента достигает заданных параметров, происходит расплавление кромки трубы и фитинга. При стыковке полипропилен обеих заготовок смешивается между собой и после застывания образуется единое целое.  Раструбный способАналогичное оборудование применяется для раструбного метода пайки. На паяльнике выставляется определенная температура нагрева, и подбираются насадки по диаметру свариваемых заготовок. Трубы отрезают под прямым углом, а в армированных изделиях, например для отопления, дополнительно удаляют металлический слой. Соединяемые концы вставляют в насадки утюга, где выставлена соответствующая температура нагрева. После плавления кромки две заготовки соединяют между собой, не меняя их положения до полного остывания шва. Стыковой способМетод стыковой пайки применим для труб большого диаметра. Паяльник оборудуется ровным сварочным зеркалом. Когда достигается заданная температура, зеркало расплавляет отрезанные под прямым углом торцы трубы. Две заготовки специальным механизмом прижимают друг к другу и дают им время остыть. Сварочный шов обретает механическую прочность за счет смешивания полипропилена обеих заготовок и сильного прижатия расплавленных кромок. 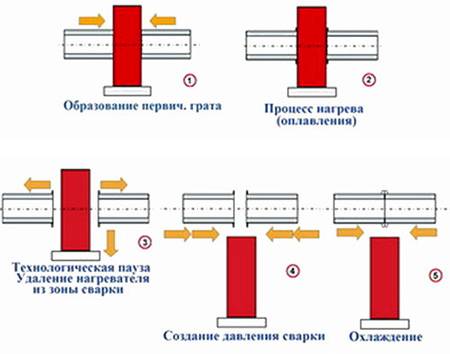 Муфтовой способ сваркиВ этом методе для сваривания двух концов труб используется специальное оборудование – электрофитинг. Внутрь муфты вставляют два конца трубы, отрезанной под ровным углом. С блока питания на электрофитинг подается напряжение. Когда температура нагрева достигает оптимальных показателей, заготовки свариваются между собой. 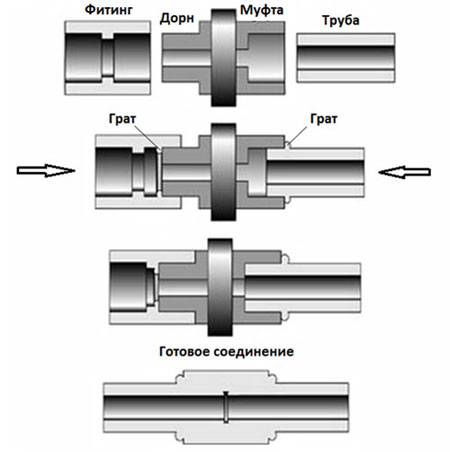 Полифузный способЭтот метод аналогичен диффузному способу пайки. Отличие заключается в том, что паяльником греют только одну из двух соединяемых заготовок. Холодный способСоединение полипропиленовых труб холодным способом применим для домашних трубопроводов с низким рабочим давлением. Пайка происходит за счет клеевого раствора. Им обрабатывают край трубы и внутреннюю часть фитинга, после чего детали соединяют.  Как влияет температура паяльника на процесс сваркиВремя и температура нагрева полипропилена влияют на качество сваренного стыка. При соблюдении этих параметров расплавленный полипропилен приобретает эластичность, способствующую качественной диффузии молекул. Сваренные заготовки изменяют молекулярный уровень, образуя после остывания прочную связь. Если не соблюдать время и температуру нагрева, получится бракованный стык:
Чтобы правильно варить полипропиленовые трубы, важно точно соблюдать эти 2 параметра. Как выбрать температуру и время нагрева?Паять полипропилен можно при температуре 255–265оС, но оптимальной считается – 260оС. Такие параметры имеет любой паяльник без регулятора температуры. Однако на качество пайки влияет температура наружной среды. В холодном помещении с длительными перерывами между пайкой температура насадки может отличаться в меньшую сторону от заданной. Выходом будет увеличение времени прогрева на 1–2 секунды. Обратная реакция происходит внутри помещения с повышенной температурой. Чтобы правильно получалось варить стык при любых условиях, лучше выбрать паяльник с регулятором температуры. Необходимо учесть, что время нагрева зависит от диаметра трубы. Кроме этого, важно знать время соединения и охлаждения стыка. Для определения всех этих параметров существует специальная таблица. На ее данные ориентируются перед тем, как начать паять полипропиленовые заготовки.  Температура сварки полипропиленовых труб (таблица). Подготовка заготовок к пайкеПравильно соблюдаемая технология сварки полипропиленовых труб – это только 50% успеха. Перед тем как паять заготовки, их надо подготовить. Инструкция довольно проста и состоит из нескольких рекомендаций:  После подготовки всех деталей можно включать паяльник и начинать паять трубопровод. Инструкция по пайкеЛюбая работа должна начинаться с пробного стыка. Это поможет правильно настроить паяльник и избежать брака на следующих соединениях. Инструкция пайки не вызовет затруднения даже у начинающего сантехника: Согласно той же таблице готовому стыку дают время естественного остывания, после чего с этим участком трубы можно продолжать работать. Обычно достаточно подождать 5–8 минут, а использовать готовый трубопровод в системе отопления или водопровода можно через 1 час после пайки последнего стыка. Если точно соблюдалась инструкция и технология, система отопления не даст течи даже при высоких температурах, а стыки водопровода выдержат высокое давление.
|










© 2017 specstroyka-info.ru Карта сайта
