Из каких материалов делаются трубы, соединяемые сваркой? Как выглядит технология выполнения сварных соединений в каждом конкретном случае? Как должна выполняться сварка трубопроводов по ГОСТу? В статье мы постараемся ответить на эти вопросы.
Сварка трубопровода.
Перечень материалов
Для начала выясним, какие трубы позволяют выполнить соединение сваркой.
Сталь — традиционный материал, несколько утративший былую популярность на фоне распространения полимеров. В, так сказать, полевых условиях она варится электрической и газовой сваркой.
Нюанс: оцинкованные трубы предпочтительно соединять резьбами. Сварка нарушает защитный цинковый слой в области шва.
Полипропиленовые трубопроводы тоже свариваются, но в этом случае соединения делаются не стыковыми, а раструбными.
Для раструбных соединений используются фитинги.
В этом порядке мы и станем знакомиться с технологией сварочных работ.
Сталь
Как уже упоминалось, для сварочных работ применяются электричество и газ.
Газосварка
Сварочный аппарат представляет собой два баллона (кислородный и ацетиленовый), пару шлангов высокого давления и горелку с парой регулирующих подачу газа вентилей.
Рассмотрим, как осуществляется сама сварка:
Шланги с горелкой подключаются к баллонам, после чего их вентиля открываются. Для герметизации соединения между баллонами и шлангами под накидную гайку подкладывается шайба из фторопласта.
На горелке приоткрывается вентиль подачи ацетилена, после чего она зажигается.
Подача кислорода регулируется до получения ровного синего пламени с ярким свечением в центре. Красный цвет факела означает неполное сгорание ацетилена, тусклое синее пламя — избыток кислорода.
Свариваемые края труб греются до начала оплавления их поверхности; как только сталь начала плавится, в пламя горелки вводится сварочная проволока. Капли расплава перемещаются с нее на поле шва, постепенно соединяя трубы.
Замена отопительной подводки газосваркой.
Внимание: сварочные работы выполняются в прозрачных очках и плотном костюме из несгораемого материала. Инструкция связана с тем, что при нагреве и подрезке краев нередко летит раскаленная окалина и брызги металла.
При выполнении сварочных работ своими руками у начинающего газосварщика наверняка неизбежно возникнет ряд проблем.
Решения некоторых из них мы постараемся описать.
Для резки нужный участок трубы вначале разогревается до белого свечения и начала оплавления поверхности; потом при расстоянии от сопла горелки до трубы около 1 см вентилем увеличивается подача кислорода. Струя выдувает расплав. К слову, эту работу удобнее выполнять, заменив горелку резаком: помимо более мощного факела, он позволяет регулировать подачу режущей струи кислорода отдельным вентилем.
Полезно: для резки можно использовать не только ацетилен, но и более доступный пропан. Сравнительно низкая температура пламени компенсируется большей мощностью факела.
Неповоротные швы (например, при замене участка стояка у стены) выполняются с зеркалом. При этом нужно постоянно корректировать свои действия с учетом зеркальности видимых движений.
Альтернативный способ выполнить неповоротный шов — резка окна в трубе. На ее фронтальной стороне делается П-образный надрез; затем вырезанный язычок отгибается наружу. После того, как шов проварен изнутри, язычок отгибается на место и заваривается.
Окно, или операционный шов.
Толстостенные трубы (со стенками толщиной от 3-4 миллиметров) газом не варят в принципе. Металл такой толщины может прогреть только резак, который, сами понимаете, для наших целей бесполезен.
Электросварка
Набор инструмента включает сварочный трансформатор, пару кабелей и держатель для электродов. Сварочный электрод — тонкий стальной пруток, покрытый диэлектрическим материалом, который при температуре электрической дуги превращается в расплавленный шлак.
Сварочные электроды.
Зачем нужна обмазка электродов?
Причины две.
Толщина обмазки позволяет, приблизив держатель под косым углом к трубе, зажечь и поддерживать электрическую дугу. Без нее сварщику пришлось бы удерживать непрерывно оплавляющийся электрод на постоянном расстоянии в 0,5-2 миллиметра от шва, что, согласитесь, было бы чуть более чем утомительно.
Кроме того, расплав обмазки (шлак) защищает расплав стали от контакта с атмосферным кислородом и полного выгорания углерода, что повлияло бы на механические свойства шва.
Сам процесс сваривания торцов труб требует определенного навыка: поддерживать горение дуги, избегая залипания электрода и прогорания стенок труб, труднее, чем может показаться.
Толстостенные трубы нуждаются в предварительном снятии наружных фасок.
После того, как шов остынет, он зачищается от шлака и визуально осматривается на предмет возможных дефектов.
Техника безопасности
И газ, и электричество потенциально опасны для здоровья и жизни сварщика.
Правила охраны труда в буквальном смысле писались кровью, и цена их несоблюдения может оказаться очень высокой.
При погрузке баллонов снимите с рук обручальное кольцо и прочие украшения, если вы их носите. Случайное падение баллона не раз и не два приводило к тому, что зацепившийся кольцом за вентиль человек лишался пальца.
Помещение, где варят газом, должно активно вентилироваться. Помимо того, что при нагреве окрашенных или оцинкованных труб выделяется много крайне вредных веществ, стоит помнить про возможность утечки крайне взрывоопасного ацетилена.
Сварочные шланги не должны сращиваться штуцерами. Каждое соединение — потенциальное место утечки или рассоединения при случайном рывке.
Сопло горелки нуждается в периодической прочистке. При его засорении гарью, окалиной или брызгами металла возможен обратный удар — взрыв ацетилено-кислородной смеси в самой горелке или шлангах.
Горелка после обратного удара.
Сварочная маска необходима даже для прихваток, не говоря уже о приваривании швов. Варить «вприглядку» — значит обречь себя на бессонную ночь с сильнейшей болью в глазах. Кожа на лице тоже подгорит, как при солнечном ожоге: спектр излучения дуги включает ультрафиолет.
Маска сварщика.
Кстати: при ожоге глаз сварочной дугой промойте их хозяйственным мылом. Процедура неприятна и болезненна; однако боль от ожога мыльный раствор снимет.
Варить электросваркой нужно только в плотных и сухих рукавицах. Они уберегут вас от ожогов при брызгах металла и шлака. Кроме того, рукавица не позволит вам замкнуть рукой держатель и заземленную трубу.
Сварочные работы должны проводиться на сухом диэлектрическом основании. Если это невозможно, необходимы как минимум высокие резиновые сапоги.
Полиэтилен
Технология сварки трубопроводов из полиэтилена сильно отличается от сварочных работ по металлу.
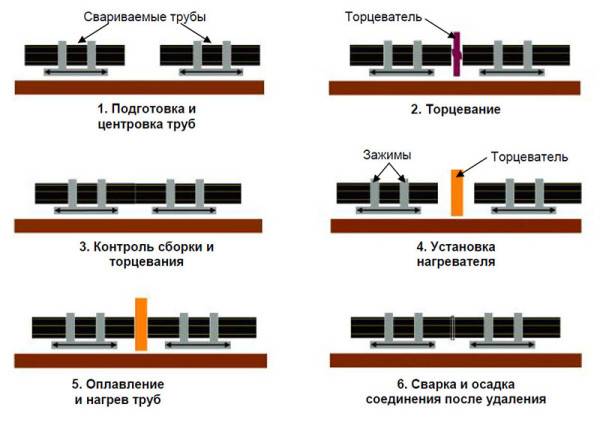
Вкратце — выполняются следующие операции:
Края безраструбных труб или трубы и фитинга торцуются строго под прямым углом к продольной оси и очищаются от стружки, мусора и грязи.
Затем они прижимаются к нагретому до 200 — 220 градусов плоскому нагревательному элементу («зеркалу») с антиадгезивным покрытием.
После того, как полиэтилен начнет плавится, зеркало извлекается, а торцы прижимаются друг к другу с усилием около 1,5 кгс/см2. Дальнейшую судьбу шва берет в свои руки молекулярная диффузия: расплав полиэтилена превращается в единое целое, и после остывания шов мало отличается прочностью от монолитной трубы.
Технология сварки.
Сколько времени греется и остывает шов — зависит от толщины стенок свариваемых труб.
Подсказка: на случай, если читатель упустил явную закономерность — продолжительность нагрева равна умноженной на 10 толщине стенки в миллиметрах.
О сварке полиэтилена полезно знать еще несколько вещей.
При толщине стенки менее 4 мм трубы соединяются компрессионными или электросварными фитингами для труб. Исключение — малоответственные трубопроводы низкого давления (например — дачный водопровод).
Компрессионные фитинги для полиэтилена.
Для центровки и прижима труб используются механические устройства, а при диаметре труб от 250 мм — гидравлические.
В ветреную погоду свободные торцы труб обычно глушат. Сквозняк способен повлиять на продолжительность и качество оплавления шва.
Полипропилен
Оборудование для сварки полипропилена представляет собой все тот же низкотемпературный паяльник. Мало того: многие устройства универсальны и позволяют сваривать и полипропилен, и полиэтилен.
На фото — универсальный паяльник.
Режим и технология сварки, впрочем, несколько различаются:
Нагревательный элемент для пропилена должен быть разогрет до 240 — 260 градусов.
Он снабжается насадками, позволяющими оплавить не торцы, а наружную поверхность трубы и внутреннюю поверхность фитинга.
Как варится раструбное соединение полипропиленового трубопровода?
Труба вставляется в раструб насадки паяльника; одновременно с этим фитинг для соединения труб надевается на вторую сторону насадки.
После того, как поверхности оплавились, детали совмещаются плавным поступательным движением, и некоторое время удерживаются неподвижно.
Технология сварки полипропилена.
Время нагрева и охлаждения определяется диаметром трубопровода.
Провороты деталей при соединении недопустимы. Они образуют на оплавленных поверхностях «волну», которая может привести к разгерметизации соединения под давлением.
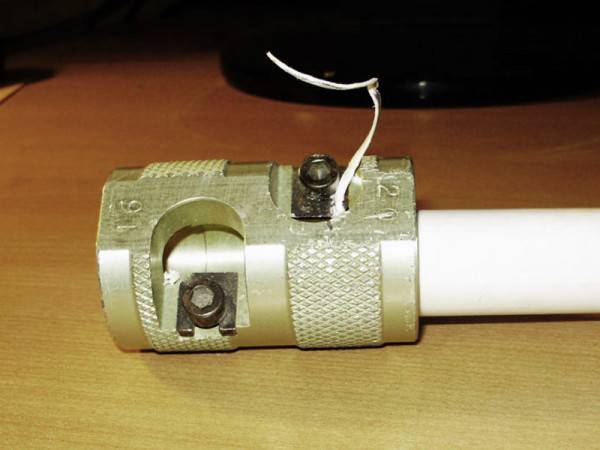
Армированные алюминием трубы требуют предварительной зачистки. В зависимости от расположения армирующего слоя используются шейвер, зачищающий наружную поверхность трубы, или торцеватель, выбирающий расположенный в середине стенки слой алюминиевой фольги.
Зачистка трубы ручным шейвером.
Стандарт
Ручная дуговая сварка стальных трубопроводов и прочих конструкций регламентируется ГОСТ5264-80. Большая часть нормативного документа представляет собой схематические изображения швов разных типов с комментариями и рекомендациями.
Выделим несколько общих моментов.
При выполнении двухстороннего шва (такая технология, в частности, практикуется при строительстве трубопроводов большого диаметра, рассчитанных на значительное эксплуатационное давление) перед провариванием с обратной стороны корень шва зачищается от шлака до чистого металла.
Свариваемые торцы труб могут мыть смещены друг относительно друга не более чем на 0,5 мм при толщине стенки до 4 мм, 1 мм — при толщине 4-10 мм и на 10% толщины стенки, но не более 3 мм при большей толщине.
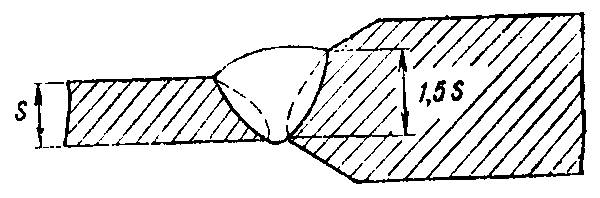
При разнице в толщине стенок соединяемых труб более 1 мм для стенок более тонкой трубы в 1-4 мм,более 2 при стенках 4-20 мм и более 3 при стенках 20-30 мм более толстостенная труба предварительно стачивается снаружи для выравнивания шва.
Шов на соединении разностенных труб.
Заключение
Надеемся, что предложенный вниманию читателя материал окажется полезным. Дополнительную информацию о том, как может осуществляться сварка трубопроводов, можно найти в видео в этой статье. Успехов!